
WH FLEX
“MODULAR AUTOMATION WITHOUT LIMITS”
AUTOMATION – WH FLEX
Automation and digitization are two sides of the same coin. No DMG MORI innovation demonstrates this better than the new WH Flex concept that offers maximum flexibility and scalable performance for automated handling of workpieces and pallets.
“No matter what our customers want to do – we go along with it!” With this casual statement Markus Rehm, Managing Director of both DECKEL MAHO Seebach GmbH and the joint venture DMG MORI HEITEC GmbH, expresses in a nutshell the unique character of the new WH Flex concept. Sole constraint: Scalability reaches its limits with nine machines or devices in the system and total workpiece or pallet weights over 1,102.5 lbs.
However, in view of the target group of SMEs in the metalworking sector, this is indeed a negligible drawback.
Otherwise, within its scope of operation the WH Flex really does offer “modular flexibility without limits for automatic workpiece and pallet handling”, Kai Lenfer, also Managing Director of DMG MORI HEITEC, proudly announces.
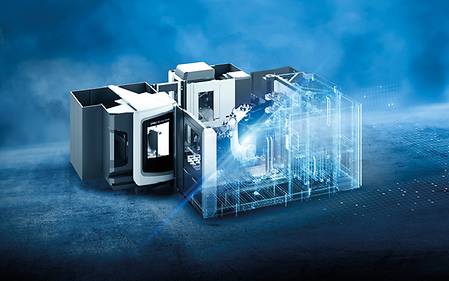
DIGITAL TWIN
HIGHLIGHTS
- Digital Twin as cybernetic image of the automation system with virtual controls and interfaces
- Time and cost saving thanks to development-based product optimization
- Up to 80 percent faster commissioning due to real-time simulation of all processes and procedures
- End-to-end connectivity for vertical and horizontal system integration
- High level of investment security thanks to Digital Twin-aided tendering
Automated turning up to 6-sides and milling in up to 5 axes simultaneously? Deburring, washing, drying, checking? Workpieces and pallets in mixed operation? All no problem at all. Only the raw material and pallets have to be adapted to the gripper stations. All other processes are carried out by the WH Flex system, right through to the finished part.
Automation concept with convincing performance
As a classic example of implementation the EMO exhibit integrates a DMP 70 vertical machining center and a 5-axis DMU 40 eVo center to form a highly flexible manufacturing system for automatic complete machining of a mixed variety of workpieces.
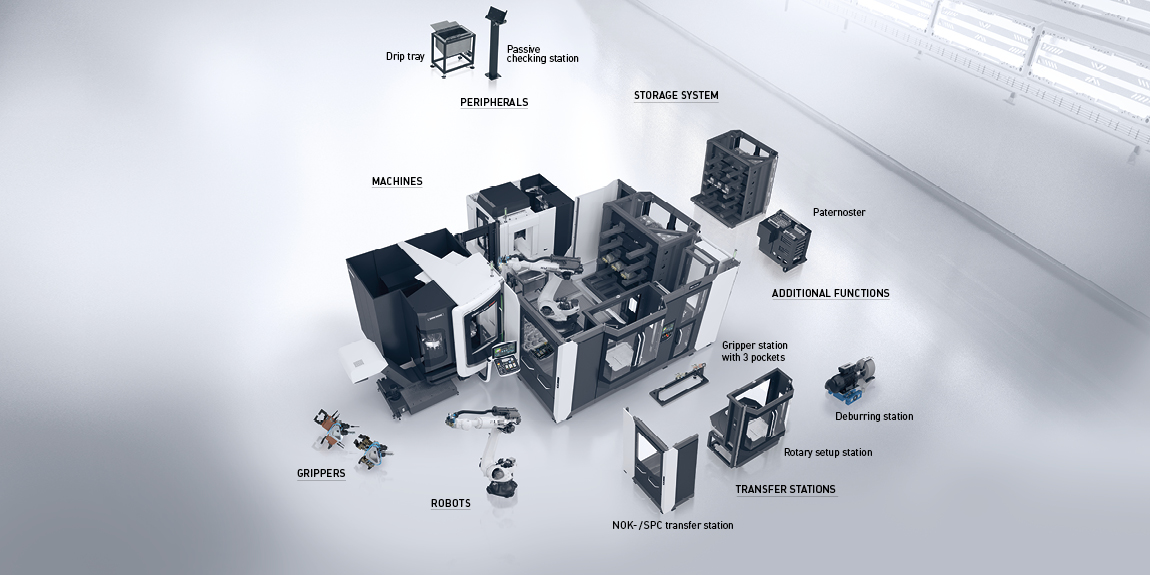
The WH Flex concept is based on an extensive set of building blocks that include a number of standard options. The portfolio includes various storage systems such as racks, paternosters and pallet stations.
These can in turn be combined with different gripper and gripper change systems as well as other options such as SPC-based component removal or positioning, turnover and cleaning stations. The possibility of integrating various applications, for laser marking, for example, or measuring and testing, underscores the customer-oriented solution approach.
“Unique solution offering”
However, it is not simply the modular building block concept that makes the WH Flex a “unique solution offering”, as Markus Rehm, Managing Director of DECKEL MAHO Seebach GmbH and DMG MORI HEITEC GmbH, stresses: “As a one-stop, turnkey partner we supply the high-tech machines together with the automation technology as well as all special customized equipment and components. These include controls, fixtures, the tooling and NC programs – right through to the integrated automation and digital connectivity.” It goes without saying that service, maintenance and replacement parts all come from a single source as well. According to Markus Rehm there are three other factors that contribute to the uniqueness of the overall picture, over and above the end-to-end approach. “Firstly the digital twin, secondly, horizontal and vertical networking and thirdly, the proprietary CELL CONTROLLER, whose operation is not just intuitive but also offers outstanding features for flexible production.”
AUTOMATION – WH FLEX
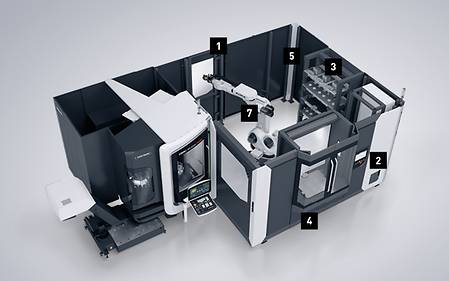
EQUIPMENT
1. Protective guard with access door
2. Basic cell control with HMI touch panel
3. Basic rack
4. Basic setup station
5. Single gripper module
6. Control cabinet with control system and basic sensor system as well as basic pneumatics
7. KUKA robot KR60
8. Storage for pallets
TECHNICAL DATA
Footprint: 177.95 × 162.01 in (without machines)
Transfer weight: 132.3 lbs
Robot radius of action: 95.63 in
Basic rack with five shelves
Basic setup station designed for max. pallet size of 31.50 × 23.62 in
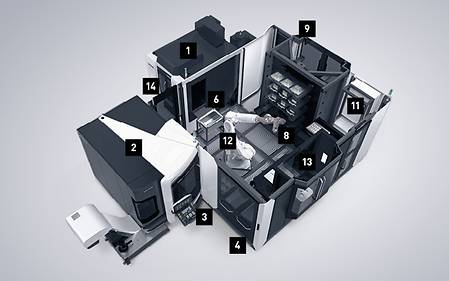
CONFIGURATION EXAMPLE
1. DMP 70
2. DMU 40 eVo
3. NOK drawer
4. SPC drawer
5. Passive checking station
6. Cleaning station
7. Active gripping / turn-over station
8. Double gripper
9. Rotary rack
10. Paternoster
11. Control cabinet with control system and basic sensor system as well as basic pneumatics
12. KUKA robot KR 150
13. Rotary setup station
14. Protective guard with access door
+ Basic cell software
+ Grid programming
TECHNICAL DATA
Footprint: 208.19 × 179.60 in (without machines)
Transfer weight: 330.8 lbs
Rotary rack with five shelves
Rotary setup station with two pallet locations
Paternoster with 24 trays
(effective revolving use)
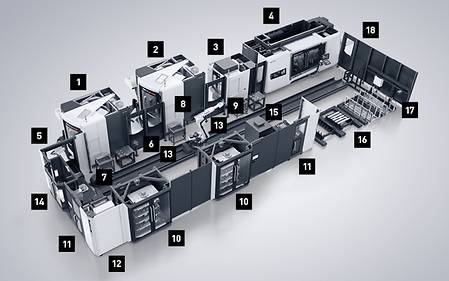
CONFIGURATION EXAMPLE
1. DMU 60 eVo
2. DMU 80 eVo
3. CMX 800 V
4. CTX beta 2000
5. NiO / SPC drawer
6. Passive checking station (3×)
7. Cleaning station (3×)
8. Active gripping / turn-over station
9. Double gripper
10. Rotary rack (2×)
11. Paternoster (2×)
12. Control cabinet with control system and basic sensor system as well as basic pneumatics
13. KUKA robot KR 300 on linear seventh axis
14. Rotary setup station
15. Laser marking unit
16. Pallet magazine
17. Scanner
18. Protective guard with access door
+ Basic cell software
+ Grid programming
TECHNICAL DATA
Footprint 787.40 × 236.22 in (without machines)
Transfer weight 330.8 lbs
Rotary rack with five shelves
Rotary setup station with two pallet locations
DIGITAL TWIN – DMG MORI HEITEC

The entire WH Flex system is planned, controlled and monitored via an intuitive user interface and intelligent job management. “So no special knowledge or training is necessary for operation,” says Rehm.
He mentions exemplary features such as grid programming for simple teaching and setup for handling new components or job management for preparing urgent orders.
Modular concept for up to 9 machines
“Apart from the soft features, it is the extensive range of possibilities for workpiece and pallet handling for up to 9 machines via the modular WH Flex system that is so impressive”, adds Kai Lenfert, also Managing Director of DMG MORI HEITEC.
In the same breath he goes on to point out another special feature, the integrated gripper change. This enables the productive handling of both workpieces and pallets in the WH Flex system.
In this case it is a KUKA robot that acts as the handling device. Kai Lenfert is convinced: “Our small to medium-sized customers in particular benefit from the future-oriented option for entry into flexible automation that we provide for them with the WH Flex modular building block system, especially as all machines within the system remain fully accessible and the customer can grow with the system.”
Consistent virtualization from the design through to the application
Markus Rehm, too, is optimistic and has high hopes for the DMG MORI Digital Twin: “With the aid of the digital twin – a cybernetic image of the real configuration – the system can be put into virtual operation before actual installation – including real-time simulation of all processes and procedures. This sustainably reduces the costs of engineering, comprehensively boosts the quality of the system and saves up to 80% of the time that would otherwise be needed for commissioning.”
The user will additionally have the option of testing new workpiece/pallet setups virtually while production is running, adds Kai Lenfert. Especially where SMEs are concerned, this additional benefit could contribute significantly to securing the investment decision.
The technology of “Digital Twins” was first mentioned at the University of Michigan in 2002. 17 years later, digital representations are regarded as the industrial future. The topic is also high on the agenda at DECKEL MAHO Pfronten – especially in the area of product development and particularly as far as the DMU 340 Gantry is concerned.
The first step on the way to the “Digital Twin” is to create a dynamic model of the machine and equip all of the key components and all dynamically sensitive structural elements of the virtual machine with sensors. A functional likeness that reflects all of the characteristics of its real counterpart comes into being when interaction takes place with the PLC and CNC, which are also virtualized.
The behaviour of the “Digital Twin” can now be simulated, analyzed and evaluated in detail during a wide variety of operational situations. Feedback of the simulated knowledge into the real world then takes place “in the loop” until the optimum result has been achieved. “Valuable knowledge can ultimately only arise from new knowledge using an iterative improvement process such as this”, emphasizes Alfred Geißler.
With the DMU 340, knowledge impressively manifests itself in iron and steel and also in bits and bytes – in reality and also virtually.
In the loop for practical iterative improvement
“However, the digital twin will ‘only’ continue to be applicable while time is being saved and quality is improving in our product development”, emphasizes Alfred Geißler. In this way, the “memory” of the digital twin increases with every simulation of a wide variety of scenarios and requirement profiles and every applied increase in knowledge. Gradually, this learning process is intended to lead to a situation whereby the “Digital Twin” will recognize anomalies from its own experience and therefore be able to provide more specific information for continuous improvement.
Evolution to the “Digital Process Twin”
“In the evolutionary interaction, a Digital Process Twin will finally develop from the Digital Machine Twin”, says Alfred Geißler and explains: “The process twin creates the link between product development and customer added value.”
In this context, Alfred Geißler first refers to the effect on collaborative application development, which has almost become a standard procedure in Pfronten, particularly (but not only) in complex 5-axis machining.
Thanks to the “Digital Process Twin”, in future it will be possible to virtually assemble new machines down to their individual components in Pfronten before delivery to the customer. “According to our experience with the virtually mirrored DMU 340, we are convinced that the time for commissioning at the customer’s premises and the start of production can be reduced dramatically”, says Alfred Geißler.
The mirror image of the twin to the digital factory
He also refers to the clear DMG MORI road map of the way forward, from the clearly desirable added value all the way to new business models. The idea is for it to be possible soon for the customer to holistically evaluate new workpieces from the CAD data alone, says Geißler about the future prospects.
In this way, customers will be able to virtually generate and simulate NC programs in the mirror image of the twin, investigate workholding solutions, test tools, create time studies and (more or less in a digital instant) submit reliable quotes. “In conjunction with ERP and MES systems, it could be done on demand with a fixed delivery date”, stresses Alfred Geißler.
This in turn opens up the new world of the “On Demand” and “As a Service” economy. However, Alfred Geißler also sees major opportunities for the DMG MORI business, particularly in service and especially in the area of predictive maintenance. “Because whoever can simulate the future will always know what to do in the present”, is his concluding summary